1. Frog jump
The frog jump is a way of moving the laser cutter through the air. As shown in the diagram below, after cutting hole 1 and then hole 2, the cutting head has to move from point A to point B. Of course, the laser has to be switched off during the movement. The movement from point A to point B, where the machine is running "empty", is called empty travel.

In the early days of laser cutting, the air travel was as shown in the diagram below, with the cutting head completing three actions in turn: rise (to a safe enough height), pan (to reach the top of point B) and descend.
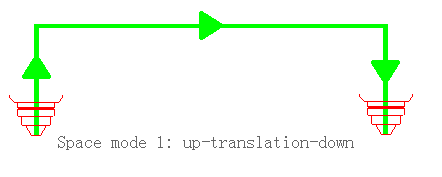
Compressing the empty travel time increases the efficiency of the machine. If the three movements, which are done in succession, are done "simultaneously", the empty travel time can be reduced: when the cutting head starts moving from point A to point B, it rises at the same time; when it approaches point B, it descends at the same time. This is shown in the diagram below.
The trajectory of the cutting head's air travel is like an arc drawn by a frog jumping.

The frog jump counts as an outstanding technological advance in the development of laser cutting machines. The frog jump takes up only the time needed to move from point A to point B, eliminating the need for ascent and descent. The frog leaps and catches the food; the laser cutter's frog leap "catches" the efficiency. If the laser cutting machine does not have the frog jump function now, I am afraid it will not be in the class.
2. Auto-focus
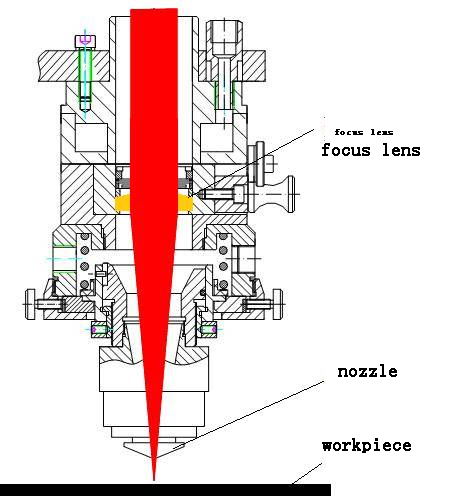
Cutting different materials requires the focal point of the laser beam to fall at different locations in the cross-section of the workpiece. This is shown in the diagram below.
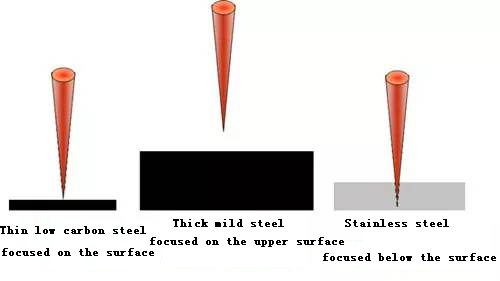
It is therefore necessary to adjust the position of the focal point (focusing). In the early days of laser cutting machines, manual focus adjustment was generally used; today, many manufacturers have implemented automatic focus adjustment on their machines.
Some may say that it is just as well to change the height of the cutting head; if the cutting head is raised, the focal position is higher, if the cutting head is lowered, the focal position is lower. It's not that simple.

As shown in the diagram below, the nozzle is at the bottom of the cutting head. During the cutting process, the distance between the nozzle and the workpiece (nozzle height) is approximately 0.5 to 1.5 mm, which may be regarded as a fixed value, i.e. the nozzle height remains constant, so it cannot be focused by raising or lowering the cutting head (otherwise the cutting process cannot be completed).
The focal length of the focusing lens is not changeable, so you cannot expect to focus by changing the focal length either. If you change the position of the focusing lens, you can change the position of the focus: if the focusing lens goes down, the focus goes down, if the focusing lens goes up,the focus goes up. --This is indeed one way of focusing. Automatic focusing can be achieved by using a motor to drive the focusing lens up and down.
Another method of auto-focusing is to place a variable curvature mirror (or adjustable mirror) before the beam enters the focus mirror. This is shown in the diagram below.
With the auto-focus function, the processing efficiency of the laser cutting machine can be significantly improved: the piercing time of thick plates is significantly reduced; the machine can automatically adjust the focus to the most suitable position quickly when processing workpieces of different materials and thicknesses.
3. Automatic edge finding
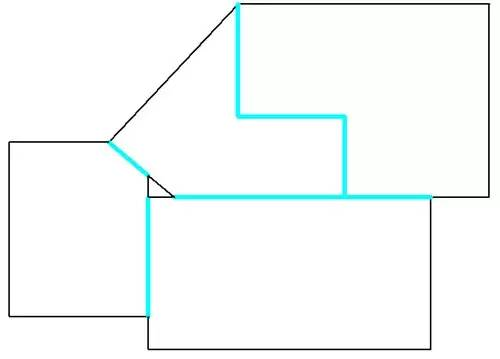
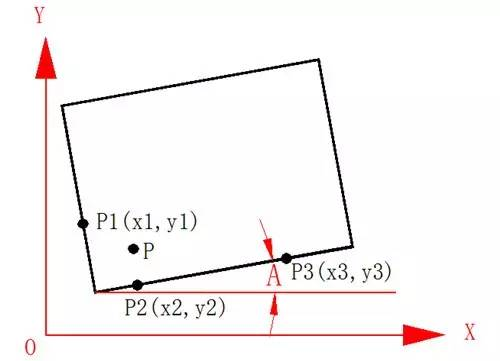
As shown in the diagram below, when the sheet is placed on the table, if it is skewed, waste may result when cutting. If the skew angle and origin of the sheet can be sensed, the cutting process can be adjusted to suit the angle and position of the sheet, thus avoiding waste. The automatic edge finding function was created.

When the automatic edge finding function is activated, the cutting head starts from point P and automatically measures 3 points on the two vertical edges of the sheet: P1, P2 and P3, from which the inclination angle A of the sheet is automatically calculated, as well as the origin of the sheet.
Thanks to the automatic edge finding function, the time spent earlier on adjusting workpieces - adjusting (moving) workpieces weighing hundreds of kilograms on the cutting table is not an easy task - is eliminated and the efficiency of the machine is increased.
A technologically advanced and powerful high-powered laser cutting machine is a complex system that integrates light, machine and electricity. The subtleties often hide the mysteries. Let's take a peek at it.
4. Concentrated piercing
Concentrated perforation, also known as pre-piercing, is a process that is not a function of the machine itself. When laser cutting thicker sheets, each profile is cut in two stages: 1. perforation, 2. cutting.

The conventional machining process (point A piercing → cutting profile 1 → point B piercing → cutting profile 2 → ......), so-called centralised piercing, means that all piercing processes on the entire board are executed centrally in advance and then the cutting process is executed back.

The centralised piercing process (complete piercing of all contours → return to the starting point → cut all contours) increases the total length of the machine trajectory when compared to the conventional process. So why use centralised piercing at all?
Concentrated perforation prevents overburning. During the perforation of thick plates, heat builds up around the perforation point and overburning can occur if cutting is immediately followed. By using a centralised piercing process, when all the piercing is completed and the board is returned to the starting point for cutting, there is sufficient time for heat to dissipate and overburning is avoided.

Focused piercing increases processing efficiency. There are still many laser cutting machines that are not equipped with automatic focus. For processing thick plates, the process parameters (laser mode, power, nozzle height, auxiliary gas pressure, etc.) are different for the two stages of piercing and cutting. The nozzle height is higher in the piercing process than in the cutting process. If a conventional process is adopted (profile 1 perforation → profile 1 cutting → profile 2 perforation → profile 2 cutting → ......), the focal point of the laser beam can only be manually adjusted to the optimum
Focused piercing increases processing efficiency. There are still many laser cutting machines that are not equipped with automatic focus. For processing thick plates, the process parameters (laser mode, power, nozzle height, auxiliary gas pressure, etc.) are different for the two stages of piercing and cutting. The nozzle height is higher in the piercing process than in the cutting process. If a conventional process is adopted (profile 1 perforation → profile 1 cutting → profile 2 perforation → profile 2 cutting → ......), the focal point of the laser beam can only be manually adjusted to the optimum
There is also a risk of concentrated piercing. If a collision occurs during the cutting process and the position of the sheet changes, the uncut part may be scrapped. The centralised piercing process requires the help of an automatic programming system.
5. Bridge position (micro connection)
When laser cutting is carried out, the sheet is held up by a serrated support strip. The part being cut, if it is not small enough to fall through the gap in the support bar, and if it is not large enough to be held up by the support bar; it may lose its balance and buckle. The cutting head, which is moving at high speed, may collide with it, resulting in a minor stoppage or damage to the cutting head.

This can be avoided by using a bridging (micro-connection) cutting process. When programming laser cutting of a graphic, the closed contour is intentionally broken in several places so that the part sticks to the surrounding material after cutting and does not fall off. They are also known as breakpoints, or micro-joints (a term derived from a loose translation of MicroJoint). The distance between the breaks, approximately 0.2 to 1 mm, is inversely proportional to the thickness of the sheet. Based on different perspectives, there are these different names: based on the profile,disconnected, hence the name breakpoint; based on the part, adhered to the parent material, hence the name bridge position or microjoint.

Bridges link the part to the surrounding material. Proven programming software allows the right number of bridges to be added automatically, depending on the length of the contour. It is also possible to distinguish between inner and outer contours and decide whether to add bridges so that inner contours (scrap) that do not leave bridges fall off, while outer contours (parts) that do leave bridges adhere to the parent material and do not fall off, thus eliminating the need for sorting.
6. Common edge cutting
If the contours of adjacent parts are straight and at the same angle, they can be combined into one straight line and cut only once. This is known as co-edge cutting. Obviously, co-edge cutting reduces the length of the cut and can significantly improve machining efficiency.
Common edge cutting does not require the part to have a rectangular shape. This is illustrated below.